

ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਕੋਇਲਚੀਨ ਵਿੱਚ ਨਿਰਮਾਤਾ, ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਪਲੇਟ/ਸ਼ੀਟ ਸਟਾਕਹੋਲਡਰ, SS ਕੋਇਲ/ਸਟ੍ਰਿਪ ਨਿਰਯਾਤਕ।
ਸਟੇਨਲੇਸ ਸਟੀਲਸ਼ੁਰੂ ਵਿੱਚ ਸਲੈਬਾਂ ਵਿੱਚ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜਿਸਨੂੰ ਫਿਰ Z ਮਿੱਲ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਇੱਕ ਪਰਿਵਰਤਨ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚੋਂ ਲੰਘਾਇਆ ਜਾਂਦਾ ਹੈ, ਜੋ ਅੱਗੇ ਰੋਲਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਸਲੈਬ ਨੂੰ ਕੋਇਲ ਵਿੱਚ ਬਦਲਦਾ ਹੈ। ਇਹ ਚੌੜੇ ਕੋਇਲ ਆਮ ਤੌਰ 'ਤੇ ਲਗਭਗ 1250mm (ਕਈ ਵਾਰ ਥੋੜੇ ਚੌੜੇ) 'ਤੇ ਬਣਾਏ ਜਾਂਦੇ ਹਨ ਅਤੇ 'ਮਿਲ ਐਜ ਕੋਇਲ' ਵਜੋਂ ਜਾਣੇ ਜਾਂਦੇ ਹਨ।
ਇਹਨਾਂ ਚੌੜੀਆਂ ਕੋਇਲਾਂ ਨੂੰ ਅੱਗੇ ਨਿਰਮਾਣ ਤਕਨੀਕਾਂ ਦੀ ਇੱਕ ਸ਼੍ਰੇਣੀ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਿਵੇਂ ਕਿ ਸਲਿਟਿੰਗ, ਜਿੱਥੇ ਚੌੜੀ ਕੋਇਲ ਨੂੰ ਕਈ ਤਰ੍ਹਾਂ ਦੀਆਂ ਤਾਰਾਂ ਵਿੱਚ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ; ਇਹ ਉਹ ਥਾਂ ਹੈ ਜਿੱਥੇ ਜ਼ਿਆਦਾਤਰ
ਸ਼ਬਦਾਵਲੀ ਦੇ ਆਲੇ-ਦੁਆਲੇ ਉਲਝਣ ਆਉਂਦੀ ਹੈ। ਕੱਟਣ ਤੋਂ ਬਾਅਦ,
ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਮਦਰ ਕੋਇਲ ਤੋਂ ਲਏ ਗਏ ਕੋਇਲਾਂ ਦਾ ਇੱਕ ਸਮੂਹ ਬਣਾਉਂਦਾ ਹੈ ਅਤੇ ਇਹਨਾਂ ਨੂੰ ਕਈ ਵੱਖ-ਵੱਖ ਨਾਵਾਂ ਨਾਲ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਸਟ੍ਰਿਪ ਕੋਇਲ, ਸਲਿਟ ਕੋਇਲ, ਬੈਂਡਿੰਗ ਜਾਂ ਸਿਰਫ਼ ਸਟ੍ਰਿਪ ਸ਼ਾਮਲ ਹਨ।
ਕੋਇਲਾਂ ਨੂੰ ਜਿਸ ਤਰੀਕੇ ਨਾਲ ਜ਼ਖ਼ਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਉਸ ਦੇ ਨਤੀਜੇ ਵਜੋਂ ਉਨ੍ਹਾਂ 'ਤੇ ਵੱਖ-ਵੱਖ ਨਾਮ ਲਗਾਏ ਜਾ ਸਕਦੇ ਹਨ। ਸਭ ਤੋਂ ਆਮ ਕਿਸਮ ਨੂੰ 'ਪੈਨਕੇਕ ਕੋਇਲ' ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਜਿਸਦਾ ਨਾਮ ਕੋਇਲ ਦੇ ਸਮਤਲ ਵਿਛਾਉਣ 'ਤੇ ਦਿਖਾਈ ਦੇਣ ਦੇ ਤਰੀਕੇ ਦੇ ਨਾਮ 'ਤੇ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ; 'ਰਿਬਨ ਜ਼ਖ਼ਮ' ਕੋਇਲਿੰਗ ਦੇ ਇਸ ਢੰਗ ਦਾ ਇੱਕ ਹੋਰ ਨਾਮ ਹੈ।
ਇੱਕ ਹੋਰ ਕਿਸਮ ਦੀ ਵਾਇੰਡਿੰਗ 'ਟ੍ਰੈਵਰਸ' ਜਾਂ 'ਓਸੀਲੇਟਿਡ' ਹੈ, ਜਿਸਨੂੰ 'ਬੌਬਿਨ ਵਾਊਂਡ' ਜਾਂ 'ਸਪੂਲ' ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ ਕਿਉਂਕਿ ਇਹ ਕਪਾਹ ਦੇ ਬੌਬਿਨ ਵਰਗਾ ਲੱਗਦਾ ਹੈ, ਕਈ ਵਾਰ ਇਹਨਾਂ ਨੂੰ ਪਲਾਸਟਿਕ ਸਪੂਲ 'ਤੇ ਸਰੀਰਕ ਤੌਰ 'ਤੇ ਵਢਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਇਸ ਤਰੀਕੇ ਨਾਲ ਕੋਇਲ ਬਣਾਉਣ ਨਾਲ ਬਹੁਤ ਵੱਡੇ ਕੋਇਲ ਪੈਦਾ ਹੁੰਦੇ ਹਨ, ਜਿਸਦੇ ਨਤੀਜੇ ਵਜੋਂ ਸਥਿਰਤਾ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ ਅਤੇ ਉਤਪਾਦਨ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ।

ਕੋਲਡ ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ
ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਕੋਇਲ ਨੂੰ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ ਕੋਲਡ ਰੋਲਿੰਗ ਮਿੱਲ ਦੁਆਰਾ ਰੋਲ ਕੀਤਾ ਗਿਆ ਸੀ। ਰਵਾਇਤੀ ਮੋਟਾਈ 0.1 ਮਿਲੀਮੀਟਰ ਤੋਂ 3 ਮਿਲੀਮੀਟਰ ਅਤੇ ਚੌੜਾਈ 100 ਮਿਲੀਮੀਟਰ ਤੋਂ 2000 ਮਿਲੀਮੀਟਰ ਤੱਕ ਹੁੰਦੀ ਹੈ।
ਕੋਲਡ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ
ਇਸ ਵਿੱਚ ਨਿਰਵਿਘਨ ਸਤ੍ਹਾ, ਸਮਤਲ ਸਤ੍ਹਾ, ਉੱਚ ਆਯਾਮੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਚੰਗੀ ਦੇ ਫਾਇਦੇ ਹਨ
ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ। ਜ਼ਿਆਦਾਤਰ ਉਤਪਾਦ ਰੋਲ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਅਤੇ ਕੋਟੇਡ ਸਟੀਲ ਸ਼ੀਟਾਂ ਵਿੱਚ ਪ੍ਰੋਸੈਸ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ।
ਕੋਲਡ ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ ਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਪਿਕਲਿੰਗ, ਆਮ ਤਾਪਮਾਨ ਰੋਲਿੰਗ, ਲੁਬਰੀਕੇਸ਼ਨ, ਐਨੀਲਿੰਗ,
ਲੈਵਲਿੰਗ, ਬਾਰੀਕ ਕੱਟਣਾ ਅਤੇ ਪੈਕਿੰਗ।
ਗਰਮ ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ
ਇਹ 1.80mm-6.00mm ਮੋਟਾਈ ਅਤੇ 50mm-1200mm ਚੌੜਾਈ ਵਾਲੀ ਗਰਮ ਕੋਇਲ ਮਿੱਲ ਤੋਂ ਬਣਿਆ ਹੈ। ਗਰਮ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਵਿੱਚ ਘੱਟ ਕਠੋਰਤਾ, ਆਸਾਨ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਚੰਗੀ ਲਚਕਤਾ ਦੇ ਫਾਇਦੇ ਹਨ। ਇਸਦੀਆਂ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵਿੱਚ ਪਿਕਲਿੰਗ, ਉੱਚ ਤਾਪਮਾਨ ਰੋਲਿੰਗ, ਪ੍ਰਕਿਰਿਆ ਲੁਬਰੀਕੇਸ਼ਨ, ਐਨੀਲਿੰਗ, ਲੈਵਲਿੰਗ, ਫਿਨਿਸ਼ਿੰਗ ਅਤੇ ਪੈਕੇਜਿੰਗ ਸ਼ਾਮਲ ਹਨ।
ਕੋਲਡ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ ਅਤੇ ਹੌਟ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ ਵਿੱਚ ਤਿੰਨ ਮੁੱਖ ਅੰਤਰ ਹਨ।
ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਕੋਲਡ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ ਦੀ ਤਾਕਤ ਅਤੇ ਉਪਜ ਤਾਕਤ ਬਿਹਤਰ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਹੌਟ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ ਦੀ ਲਚਕਤਾ ਅਤੇ ਕਠੋਰਤਾ ਬਿਹਤਰ ਹੁੰਦੀ ਹੈ। ਦੂਜਾ, ਕੋਲਡ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ ਦੀ ਮੋਟਾਈ ਬਹੁਤ ਪਤਲੀ ਹੁੰਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਹੌਟ ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ ਦੀ ਮੋਟਾਈ ਵੱਡੀ ਹੁੰਦੀ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਕੋਲਡ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ ਦੀ ਸਤਹ ਗੁਣਵੱਤਾ, ਦਿੱਖ ਅਤੇ ਆਯਾਮੀ ਸ਼ੁੱਧਤਾ ਹੌਟ-ਰੋਲਡ ਸਟੇਨਲੈਸ ਸਟੀਲ ਕੋਇਲ ਨਾਲੋਂ ਬਿਹਤਰ ਹੁੰਦੀ ਹੈ।
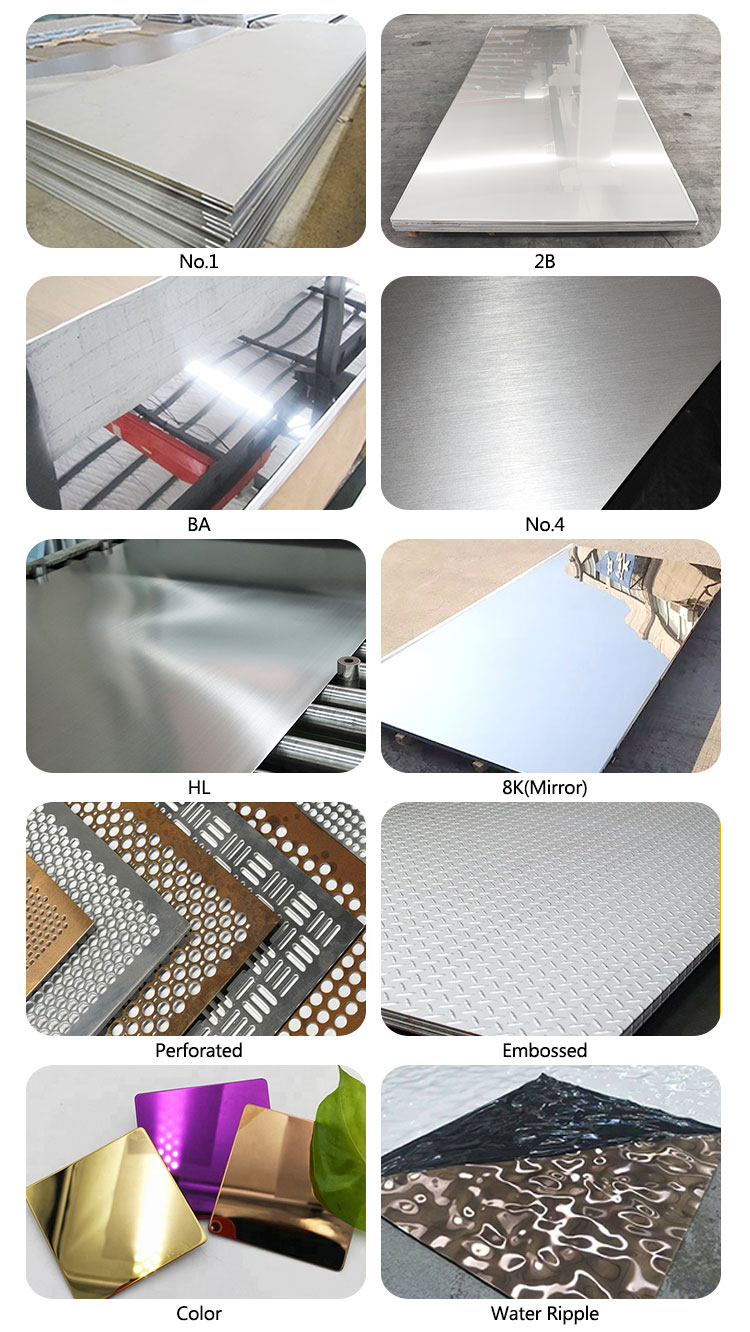
ਸਤ੍ਹਾ ਦਾ ਇਲਾਜ
ਸਾਡੇ ਕੋਲ ਆਯਾਤ ਕੀਤੇ ਉਪਕਰਣ ਅਤੇ ਪੇਸ਼ੇਵਰ ਇੰਜੀਨੀਅਰ ਹਨ, ਇਸ ਲਈ ਸਾਡੀ ਹਰੇਕ ਸਟੇਨਲੈਸ ਸਟੀਲ ਪਲੇਟ ਦੀ ਸਤ੍ਹਾ ਗਾਹਕਾਂ ਦੀਆਂ ਉਮੀਦਾਂ ਨਾਲੋਂ ਕਿਤੇ ਉੱਚੀ ਹੈ।
| ਸਤ੍ਹਾ | ਵਿਸ਼ੇਸ਼ਤਾ | ਪ੍ਰੋਸੈਸਿੰਗ ਤਕਨਾਲੋਜੀ |
| ਐਨ0.1 | ਅਸਲੀ | ਗਰਮ ਰੋਲਿੰਗ ਤੋਂ ਬਾਅਦ ਅਚਾਰ |
| 2D | ਬਲੰਟ | ਗਰਮ ਰੋਲਿੰਗ + ਐਨੀਲਿੰਗ ਸ਼ਾਟ ਪੀਨਿੰਗ ਪਿਕਲਿੰਗ + ਕੋਲਡ ਰੋਲਿੰਗ + ਐਨੀਲਿੰਗ ਪਿਕਲਿੰਗ |
| 2B | ਧੁੰਦਲਾ | ਗਰਮ ਰੋਲਿੰਗ + ਐਨੀਲਿੰਗ ਸ਼ਾਟ ਪੀਨਿੰਗ ਪਿਕਲਿੰਗ + ਕੋਲਡ ਰੋਲਿੰਗ + ਐਨੀਲਿੰਗ ਪਿਕਲਿੰਗ + ਟੈਂਪਰਿੰਗ ਰੋਲਿੰਗ |
| ਐਨ0.3 | ਮੈਟ | 100-120 ਜਾਲੀਦਾਰ ਘਸਾਉਣ ਵਾਲੇ ਪਦਾਰਥਾਂ ਨਾਲ ਰੋਲਿੰਗ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ ਅਤੇ ਟੈਂਪਰ ਕਰਨਾ |
| ਐਨ0.4 | ਮੈਟ | 150-180 ਜਾਲ ਵਾਲੇ ਘਸਾਉਣ ਵਾਲੇ ਪਦਾਰਥ ਨਾਲ ਰੋਲਿੰਗ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ ਅਤੇ ਟੈਂਪਰ ਕਰਨਾ |
| ਨੰ.240 | ਮੈਟ | 240 ਜਾਲੀਦਾਰ ਘਸਾਉਣ ਵਾਲੇ ਪਦਾਰਥਾਂ ਨਾਲ ਰੋਲਿੰਗ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ ਅਤੇ ਟੈਂਪਰ ਕਰਨਾ |
| ਨੰ.320 | ਮੈਟ | 320 ਜਾਲੀਦਾਰ ਘਸਾਉਣ ਵਾਲੇ ਪਦਾਰਥਾਂ ਨਾਲ ਰੋਲਿੰਗ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ ਅਤੇ ਟੈਂਪਰ ਕਰਨਾ |
| ਨੰ.400 | ਮੈਟ | 400 ਜਾਲੀਦਾਰ ਘਸਾਉਣ ਵਾਲੇ ਪਦਾਰਥਾਂ ਨਾਲ ਰੋਲਿੰਗ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ ਅਤੇ ਟੈਂਪਰ ਕਰਨਾ |
| HL | ਬੁਰਸ਼ ਕੀਤਾ | ਸਟੀਲ ਬੈਲਟ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਢੁਕਵੇਂ ਪੀਸਣ ਵਾਲੇ ਅਨਾਜ ਦੇ ਆਕਾਰ ਨਾਲ ਪੀਸੋ ਤਾਂ ਜੋ ਇਹ ਇੱਕ ਖਾਸ ਲੰਬਕਾਰੀ ਬਣਤਰ ਦਿਖਾ ਸਕੇ। |
| BA | ਚਮਕਦਾਰ | ਸਤ੍ਹਾ ਐਨੀਲਡ ਹੈ ਅਤੇ ਉੱਚ ਪ੍ਰਤੀਬਿੰਬਤਾ ਦਿਖਾਉਂਦੀ ਹੈ। |
| 6K | ਮਿਰਰ | ਖੁਰਦਰਾ ਪੀਸਣਾ ਅਤੇ ਪਾਲਿਸ਼ ਕਰਨਾ |
| 8K | ਮਿਰਰ | ਬਾਰੀਕ ਪੀਸਣਾ ਅਤੇ ਪਾਲਿਸ਼ ਕਰਨਾ |
ਪੋਸਟ ਸਮਾਂ: ਅਪ੍ਰੈਲ-07-2023